



文章来源:《智能矿山》2023年第7期“智能示范矿井”专栏
通讯作者:李乐,助理工程师,现任陕煤集团神木红柳林矿业有限公司机电运输中心二级业务主管
作者单位:陕煤集团神木红柳林矿业有限公司
引用格式:常波峰,郭奋超,何坐楼,等.红柳林选煤厂智能化综合管控平台的 设计与应用[J].智能矿山,2023,4(7):31-37.
红柳林选煤厂通过对选煤厂的场景、设备三维建模,各系统数据集成、融合,决策系统及专家知识库的建立完善,形成了选煤厂智能管控平台。选煤厂智能管控平台将大数据技术和现代煤炭选矿技术深度融合,实现了对选煤厂各运行过程的实时全面感知、深度优化协同、准确预测预警,具有快速、科学的决策能力,能够对煤炭市场的变化做出快速响应,并能够对关键的生产参数进行自动调整,从而达到灵活生产、动态平衡、生产最优、效益最优的经营目标。
红柳林选煤厂智能管控平台包括总体态势、智能分选、智能安监、智能巡检、协同联控、智能决策、管控中心等模块,如图1所示。
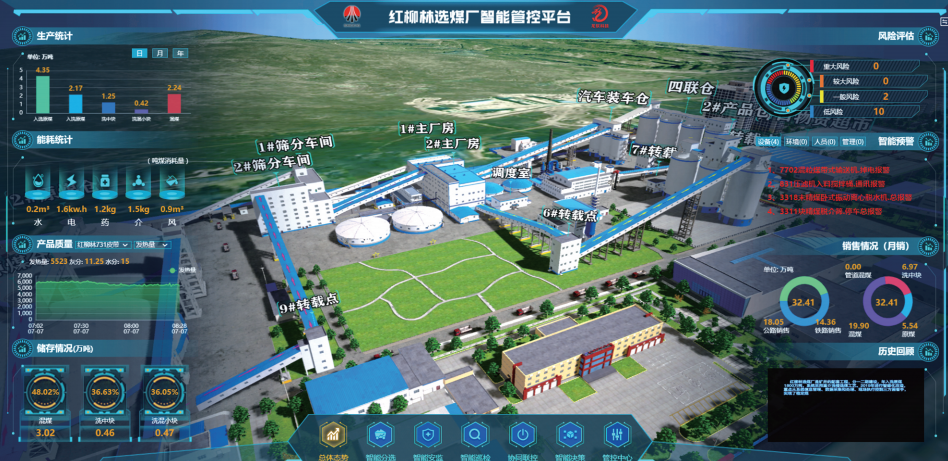
图1 红柳林选煤厂智能管控平台
(1)总体态势
总体态势集中展现了选矿作业中各项生产统计、能耗统计、产品质量等安全生产信息,以及库存情况,风险评估,智能预警,市场状况等。
(2)智能分选
智能分选主要包括原煤筛分、重介分选、智能浓缩、智能压滤,如图2—图5所示。原煤筛分主要包括产量统计、实时数据、入洗情况、交互仿真等;重介分选主要包括分选动态、实测密度、实测灰分、磁性物含量等;智能浓缩主要包括加药信息、药剂消耗信息、交互仿真等;智能压滤主要包括压力统计、数量对比等。
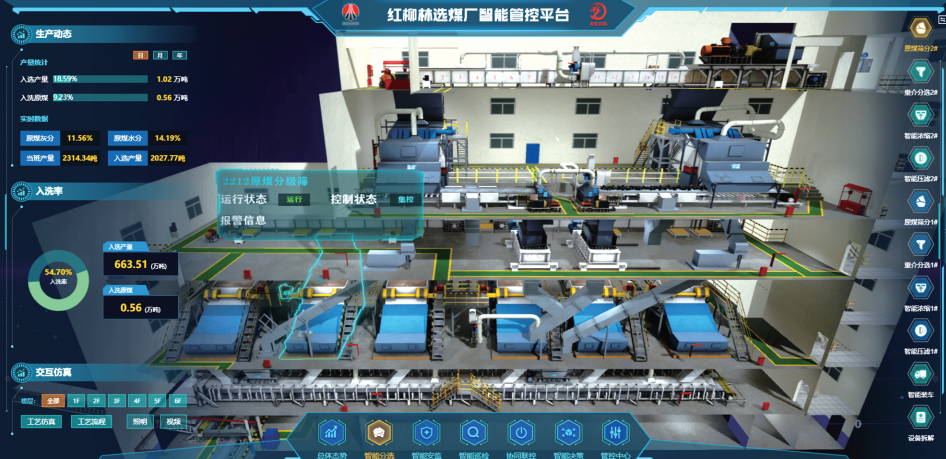
图2 原煤筛分界面

图3 智能重介分选界面
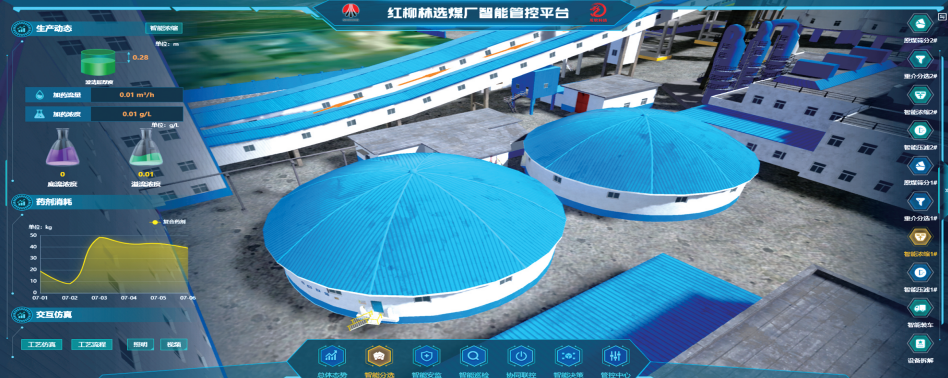
图4 智能浓缩界面

图5 智能压滤界面
(3)智能安监
智能安监主要接入各类安全生产的监测监控系统数据,包括视频监控、人员定位、安全监测、风险查询、隐患查询、仓存监测,智能安监界面如图6所示。
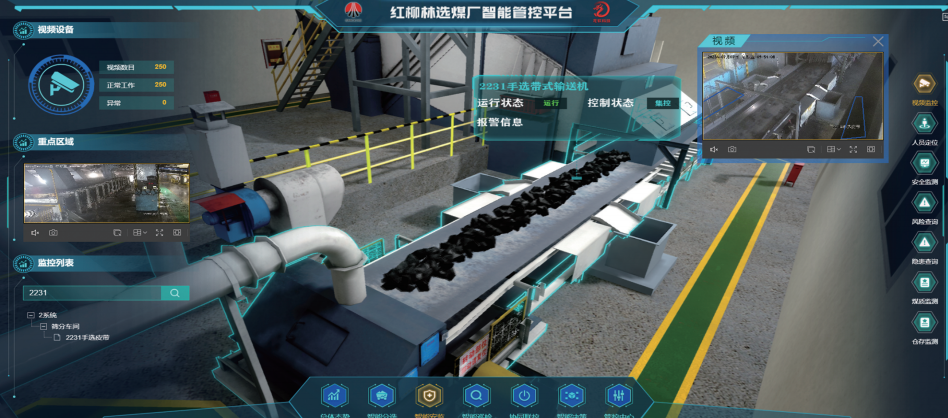
图6 智能安监界面
(4)智能巡检
智能巡检主要对生产路线进行各类检查,对生产场景进行三维漫游,智能巡检界面如图7所示。
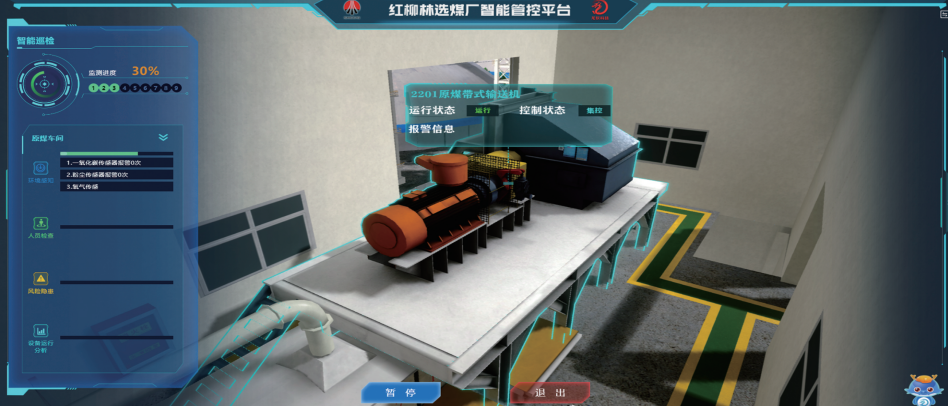
图7 智能巡检界面
(5)协同联控
协同联控主要实现主洗车间、筛分车间的设备检测、一键启停操作等,协同联控界面如图8所示。
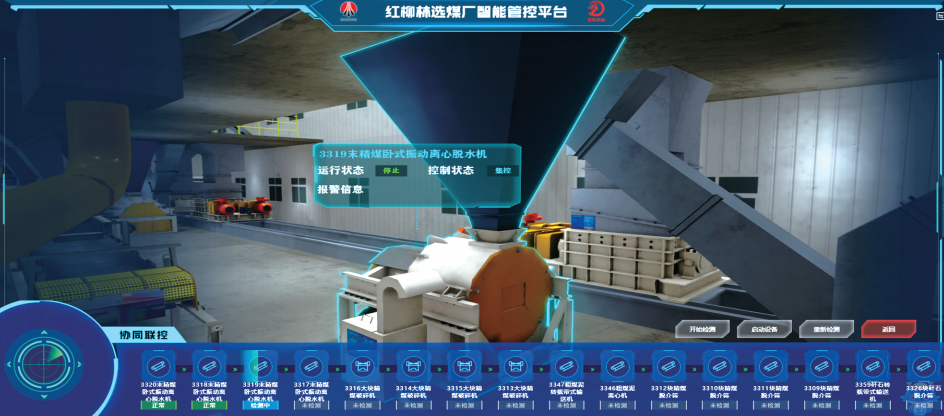
图8 协同联控界面
(6)智能决策
智能决策主要进行选煤厂各类业务的统计、汇总、分析、预警、决策处理等,如图9—图11所示。

图9 生产任务看板

图10 智能报警看板

图11 能耗分析看板
(7)管控中心
管控中心主要对各类业务进行在线处理、数据录入、专家知识库、机电管理、生产调度、煤质管理等,管控中心首页界面如图12所示。

图12 管控中心首页
物联网技术
(1)物联网技术特点
物联网是由智能传感器、泛在连接、边缘计算和云计算组成的分布式系统。具有泛在感知、可靠通信、智能处理等特征,广泛应用于环境监测、农业生产、安全防范等领域,是未来新一代信息技术发展的重要方向之一。
(2)物联网与互联网的区别
物联网是指通过各种传感设备将物体所处的环境信息(如温度、湿度、光线等)实时传送至互联网上,再由互联网通过各类网络设备(如无线网络、有线网络等)进行传输,从而达到远程监控与管理。
物联网将会越来越多地被应用到不同领域,物联网是互联网技术与传统行业融合发展的产物,其本质是利用各种信息化技术对现实世界中的物体进行感知,进而获取其信息并加以识别和判断,通过有线或无线网络将信息传输至云端进行存储及处理后提供给用户。
(3)物联网技术在煤炭行业的应用
物联网是一种新技术概念,其利用各种无线通信技术和计算机技术将产品与服务相互连接起来,并进行信息交换。简单来说就是在一个不断发展与变化的环境中,各种信息和资源都可以被数字化地表示出来。物联网最基本的特征在于让所有产品都直接与互联网相连接在一起,通过将各种物品变成“可感知”的“智能”,即在智能设备之间加入传感器和控制器(如智能门锁)等网络通信装置,将生产设备与环境中其他数据源(如GPS、机器数据等)进行连接,将需要监测控制的物品联网且作为一个整体纳入控制系统中来实现实时监测和实时控制。
(1)基于数字孪生设备模型构建
以数字孪生技术为基础,对整个选煤厂的设备进行建模,模型满足可视化展示、数字驱动、大数据分析、信息反馈等技术要求,并以数字孪生应用为最终目的。
(2)基于空间脚本拓扑关系的数据驱动
基于数字孪生技术构建全量数据模型,通过业务流程梳理设备逻辑关系,将实时数据映射到设备模型,应用脚本驱动技术,形成具有真实位置关系的数字孪生选煤厂,实现真实三维空间场景下选煤厂设备的数据远程驱动,选煤工艺流程协同联控。包括启停前进行人机环境整体评估,启动过程中按序协同控制,生产过程中对设备进行优化控制,异常状态下联动指挥。
(1)基于大数据的管理智能化
管理智能化基于厂区各监测系统实时采集数据,应用时间序列的危险源预警分析、安全隐患预判预警分析、安全生产动态评估分析建立管理智能化模型,分析选煤厂在生产过程中存在的风险,各级管理单位是否按管理要求反馈生产状况,并利用人工智能和机器学习,不断积累优化模型库、知识库。
(2)基于数字孪生的智能巡检
通过将安全、生产、经营各业务系统在选煤厂数字孪生场景中的有机融合,构建生产要素全面感知的数字孪生智能选煤厂,开创实时巡检和自主配置的全新巡检模式,实现对选煤生产的远程智能巡检、智能诊断,让安全生产透明化,巡检便捷化。
(1)从整个平台架构来看,在设计上采用组件化的设计思想,选煤厂智能管控平台对业务对象进行组件化设计与开发,可以实现对业务对象进行灵活配置。
(2)采用虚拟化技术,可以将整个控制系统架构划分为多个虚拟主机独立运行,而每个虚拟主机又都是一个独立的容器化运行环境,可以更加灵活地配置、管理控制系统。
(3)通过采用容器化和虚拟化技术,整个控制系统架构中各组件的位置得到充分优化,通过对各组件进行动态组合和重新规划布局等操作,使得整个控制系统架构的稳定性与可扩展性得到充分提升。
(4)由于整个控制系统架构是以容器化和虚拟化技术为基础进行设计开发的,因此整个过程可以不受平台、操作系统、数据库等硬件条件及软件应用环境等约束。另外,由于容器化和虚拟化技术具有很强的可移植性和扩展性,整个过程具有较强的扩展性与适应性。
(5)通过实现选煤信息的融合与共享、业务协同及大数据分析、智能分析预警,提升了选煤厂工作的一体化、智能化管控水平,为选煤厂安全生产提供有效决策支持。
为满足高可用性的需求,选煤厂智能管控平台的所有结点都支持高可用的实际运行,并配置网络技术,保证了关键业务的顺利使用。此外,该平台还包括用户管理系统、管理权限统一认证等特定的安全性设置,确保了系统的可靠性。在物理安全方面,以物理线路和硬件为基础,为所有电脑(包括交换机路由器、服务器、防火墙)提供物理保护,不允许任何人随意触摸;在网络安全方面,采用VLAN分区、详细地址关联和网络防火墙等信息安全技术和安全装置,可从多层面、多方位来保障应用系统的安全性。
通过智能管控平台建设和应用,利用大数据及数字孪生技术,生产参数调整更加迅速,精煤回收率提高约0.1%;减短了设备空载时间,整体吨煤耗电量降低约0.07kW·h,减少了设备非必要磨损,节约了材料成本;借助智能视频分析及智能预警对关键场所及设备进行实时监测,最大限度降低了人员参与和劳动强度,改变了工人劳动环境,降低了设备故障率,防范和规避了安全风险,安全性显著提高,选煤厂整体生产效率明显提高。
在选煤厂生产过程中,煤质、工艺参数、设备运行状态等因素均会影响选煤厂生产效率,在控制过程中需要使用各种传感器将这些因素结合起来进行分析,以实现对分选密度的调控。选煤厂智能管控平台将煤炭加工流程中的多种工艺参数集成到一个数学模型当中,如原煤入料量、原煤灰分和矸石含量等,并可对上述参数进行实时采集与分析,以这些参数为依据确定进料量和分选密度,当分选密度偏离设定值时发出报警信号。

